Messtechnik zur Vermessung von optischen Substraten
Abweichungen von der idealen Oberflächenform
Jedes bearbeitete Substrat weist Abweichungen der Oberflächenform von seinem theoretischen Design auf. Die Auswirkungen dieser Abweichungen auf die Funktionalität der Optik lassen sich nach der räumlichen Größe der Abweichungen kategorisieren. Der folgende Abschnitt bezieht sich auf Abweichungen der optisch aktiven Oberfläche.
Die inverse Länge dieser räumlichen Größe - die Ortsfrequenz - wird zur mathematischen Beschreibung der verschiedenen Arten von Abweichungen verwendet. Eine grobe Klassifizierung der Abweichungen unterscheidet zwischen Form (niedrige Ortsfrequenzen), Welligkeit (mittlere Ortsfrequenzen) und Rauheit (hohe Ortsfrequenzen).
Formabweichungen beeinflussen die Wellenfront des transmittierten Lichts, während die Ausbreitungsrichtung nahezu unverändert bleibt. Sie führen zu einer Verzerrung des Bildes oder zu einer signifikanten Änderung der fokalen Intensitätsverteilung in der Nähe der optischen Achse.
Welligkeitsabweichungen erhalten ebenfalls die Gesamtenergie des sich ausbreitenden Strahls, wirken sich jedoch hauptsächlich auf die von der optischen Achse entfernten Brennpunktbereiche aus. Beispielsweise können periodische Abweichungen in diesem Frequenzband zur Bildung von parasitären Sekundärbrennpunkten führen.
Schließlich beeinflusst die Rauheit die sich ausbreitende Wellenfront in räumlich kleinen Bereichen. Diese Störungen führen zu einer effektiven Streuung der Energie außerhalb der Richtung des Hauptstrahls. Dadurch entsteht ein weit gestreuter Intensitätshintergrund, der zu einer Verringerung des Bildkontrasts führt.
Eine quantitative Unterscheidung von Form, Welligkeit und Rauheit beinhaltet verschiedene optische und geometrische Parameter, hauptsächlich die Anwendungswellenlänge sowie numerische Apertur und die Brennweite. Daher kann dieselbe Oberflächenformabweichung bei verschiedenen Anwendungen zu einem deutlich unterschiedlichen optischen Verhalten führen.
Vermessung der Oberflächenform
Für die Messung von Oberflächenformabweichungen ist LAYERTEC mit Laserinterferometern und speziellen Interferometeraufbauten für ebene, sphärische, zylindrische, asphärische und parabolische Oberflächen ausgestattet. Zusätzlich ist ein taktiles Messgerät (Taylor Hobson PGI 1240 Asphere®) für allgemeine asphärische und geschliffene Oberflächen verfügbar. Neben dem Zweck der Qualitätskontrolle ist die Oberflächenformmessung eine Schlüsselfunktion für die bei LAYERTEC etablierte Zonenpoliertechnik.
Abkürzungen
- P-V: Der Höhenunterschied von Spitze (peak) zu Tal (valley)
- ROC: Krümmungsradius (radius of curvature) einer sphärisch oder zylindrisch gekrümmten Fläche
- λ: Betriebswellenlänge des Laserinterferometers (z. B. 546 nm). Der P-V-Wert wird in einem Bruchteil von λ angegeben. Der tatsächliche Wert von λ wird in den Messberichten angegeben.
Ausführliche Informationen über die Normen zur Spezifikation der Oberflächenformabweichung finden Sie unter ISO 10110-5.
Genauigkeit der interferometrischen Messungen
Ohne spezielle Kalibrierungsverfahren ist die Genauigkeit einer interferometrischen Messung nur so genau wie die Referenzfläche. Eine Kalibrierung kann die Genauigkeit um einen Faktor 2 oder mehr erhöhen. Darüber hinaus wird die Genauigkeit durch die Größe der gemessenen Fläche und im Falle einer gekrümmten Oberfläche durch den Krümmungsradius selbst beeinflusst. Die in den folgenden Artikeln als "P-V besser als …" angegebenen Genauigkeitswerte sind garantierte Werte. Sehr oft werden Genauigkeiten von λ/20 oder besser erreicht.
Standardmessungen
Im Allgemeinen kann die Formtoleranz von sphärischen und ebenen Optiken mit Durchmessern Ø ≤ 100 mm mit einer Genauigkeit von P-V besser als λ/10 durch den Einsatz von ZYGO® Fizeau-Interferometern gemessen werden. Um einen Messbereich von ROC = ±1200 mm über eine Apertur von bis zu Ø = 100 mm abzudecken, verwendet LAYERTEC hochpräzise Fizeau-Objektive. In vielen Fällen ist eine höhere Genauigkeit bis zu P-V = λ/30 möglich. Messprotokolle können auf Anfrage zur Verfügung gestellt werden.
Large Radius Test (LRT)
Oberflächen mit Krümmungsradien über ±1200 mm werden mit einem speziellen Fizeau-Zoom-Objektiv-Setup, dem Large Radius Test (LRT), geprüft. Dieser Aufbau wurde von der DIOPTIC GmbH in Zusammenarbeit mit LAYERTEC entwickelt. Sein Arbeitsbereich ist ROC = ±2000 … ±20 000 mm bei Arbeitsabständen unter 500 mm. Die Genauigkeit wird als P-V = λ/8 über Ø ≤ 100 mm garantiert, ist aber typischerweise besser als P-V = λ/15. LRT hat den Vorteil, dass nur ein Fizeau-Objektiv benötigt wird, um einen großen Bereich von Krümmungsradien abzudecken und dass der Arbeitsabstand klein gehalten wird. Dadurch wird der Einfluss von störenden Luftturbulenzen während der Messung verringert.
Oberflächenrauheitsmessung
In vielen Anwendungen stellt Streulicht eine entscheidende Einschränkung für den ordnungsgemäßen Betrieb eines optischen Geräts dar. Einerseits verringert Streulicht die Intensität des sich durch das System ausbreitenden Lichts, was zu optischen Verlusten führt. Andererseits führt es auch zu einem störenden Hintergrundlicht, das den Gesamtkontrast der abbildenden Optik verringert. Die Menge des von einer Optik erzeugten Streulichts wird hauptsächlich durch die Oberflächenrauheit bestimmt. Daher sind Anforderungen an die Oberflächenrauheit oft notwendig, um den ordnungsgemäßen Betrieb eines Geräts zu gewährleisten. Für einen quantitativen Vergleich ist die RMS-Rauheit ein weit verbreitetes Maß zur Beschreibung optischer Oberflächen. Sie ist definiert als der quadratische Mittelwert des Höhenprofils z der Oberfläche:

Dabei steht der Buchstabe "R" für Linienscans nach ISO 4287, während sich der Buchstabe "S" auf die Auswertung eines Scans auf einer zweidimensionalen Messfläche bezieht, wie sie in ISO 25178 beschrieben ist. Die Größe des Scanfeldes (maximale Ortsfrequenz) sowie die Auflösung des Messaufbaus (minimale Ortsfrequenz) beeinflussen den Zahlenwert von Rq und Sq. Aus diesem Grund erfordert die Angabe eines RMS-Rauheitswertes auch die Angabe des zugrundeliegenden Bandes von Ortsfrequenzen. Oftmals fehlen in technischen Zeichnungen Informationen über das Frequenzband und werden somit bedeutungslos. Durch die Verwendung der spektralen Leistungsdichte (von engl. power spectral density (PSD)) einer Oberfläche wird die Verteilung der Oberflächenrauheit in Bezug auf die Raumfrequenzen deutlich. Der RMS-Wert einer Oberfläche ergibt sich aus der Integration der PSD über das gegebene räumliche Frequenzband. Im Allgemeinen wird das Streulicht optischer Oberflächen, das im UV-NIR-Spektralbereich erzeugt wird, von Ortsfrequenzen im Bereich von 0,01 bis 10 µm-1 dominiert.

Bei LAYERTEC werden verschiedene optische Oberflächenprofiler mit Phasenverschiebung und Phasenmaskierung (Sensofar®, 4DTechnology®) und ein Rasterkraftmikroskop (von engl. Atomic Force Microscope (AFM)) DI Nanoscope 3100® eingesetzt, um das vorgegebene Frequenzband abzudecken. Die optischen Profiler decken niedrige Raumfrequenzen ab und haben eine Erfassungszeit von wenigen Sekunden. Es wird für die allgemeine Inspektion des Polierprozesses verwendet und kann Oberflächenfehler und Inhomogenitäten identifizieren. Das AFM erfasst hohe Ortsfrequenzen mit Scanfeldgrößen von 2,5 × 2,5 µm² und 25 × 25 µm² und hat eine Aufnahmezeit von 10 bis 30 Minuten. Daher wird es vor allem für die Entwicklung von Polierprozessen eingesetzt. Darüber hinaus dient es zur Qualitätskontrolle des LAYERTEC Premium-Polierprozesses und insbesondere von Optiken für UV-Anwendungen mit Sq < 0,2 nm (räumliche Bandbreite: 7 - 1200 nm). Messprotokolle sind auf Anfrage erhältlich.
Systeme für die Substratvermessung
Messtechnik für große Aperturen
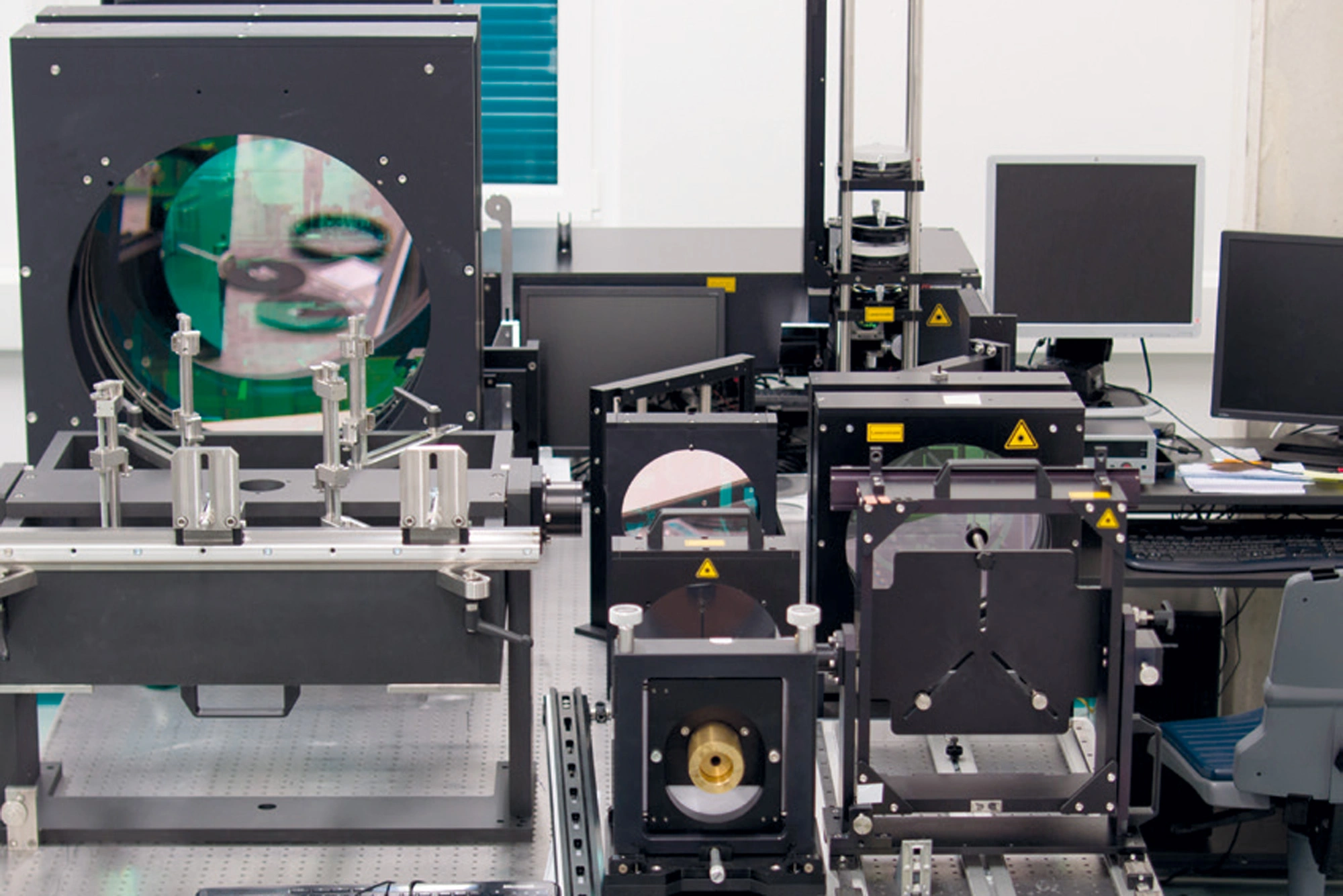
Speziell für Laseroptiken mit großen Abmessungen setzt LAYERTEC ein Hochleistungs-Fizeau-Interferometer und ein Twyman-Green-Interferometer in den folgenden Messbereichen ein:
- Plane Oberflächen: Ø ≤ 300 mm mit einer Genauigkeit von bis zu λ/20 (633 nm) und Ø ≤ 600 mm besser als λ/10
- Sphärische Oberflächen: Ø ≤ 600 mm mit einer Genauigkeit von bis zu λ/10 (633 nm)
- Parabolische Oberflächen: Ø ≤ 300 mm Messung der vollen Apertur mit einer Genauigkeit von bis zu λ/10 (633 nm)
Kontaktlose Messverfahren
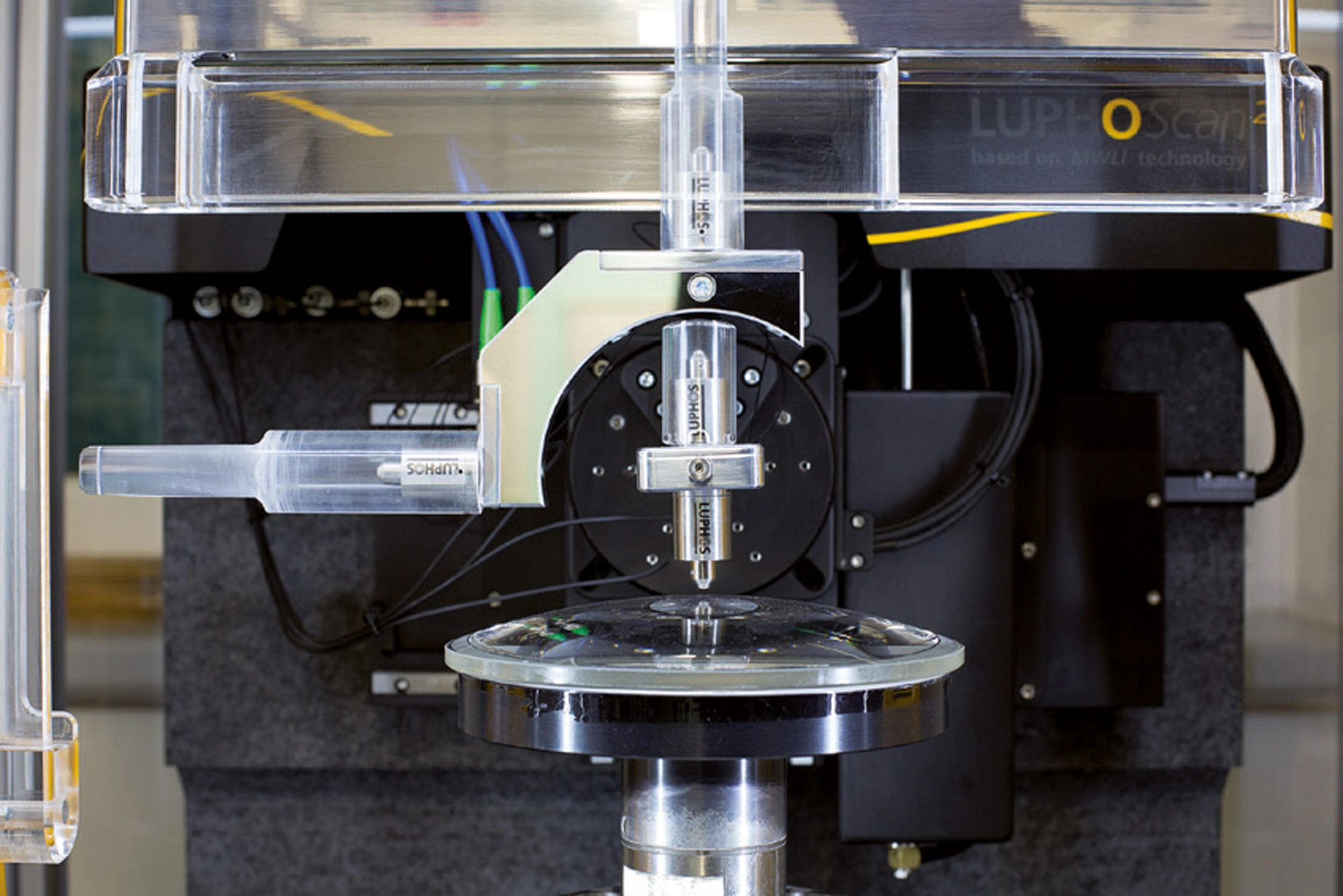
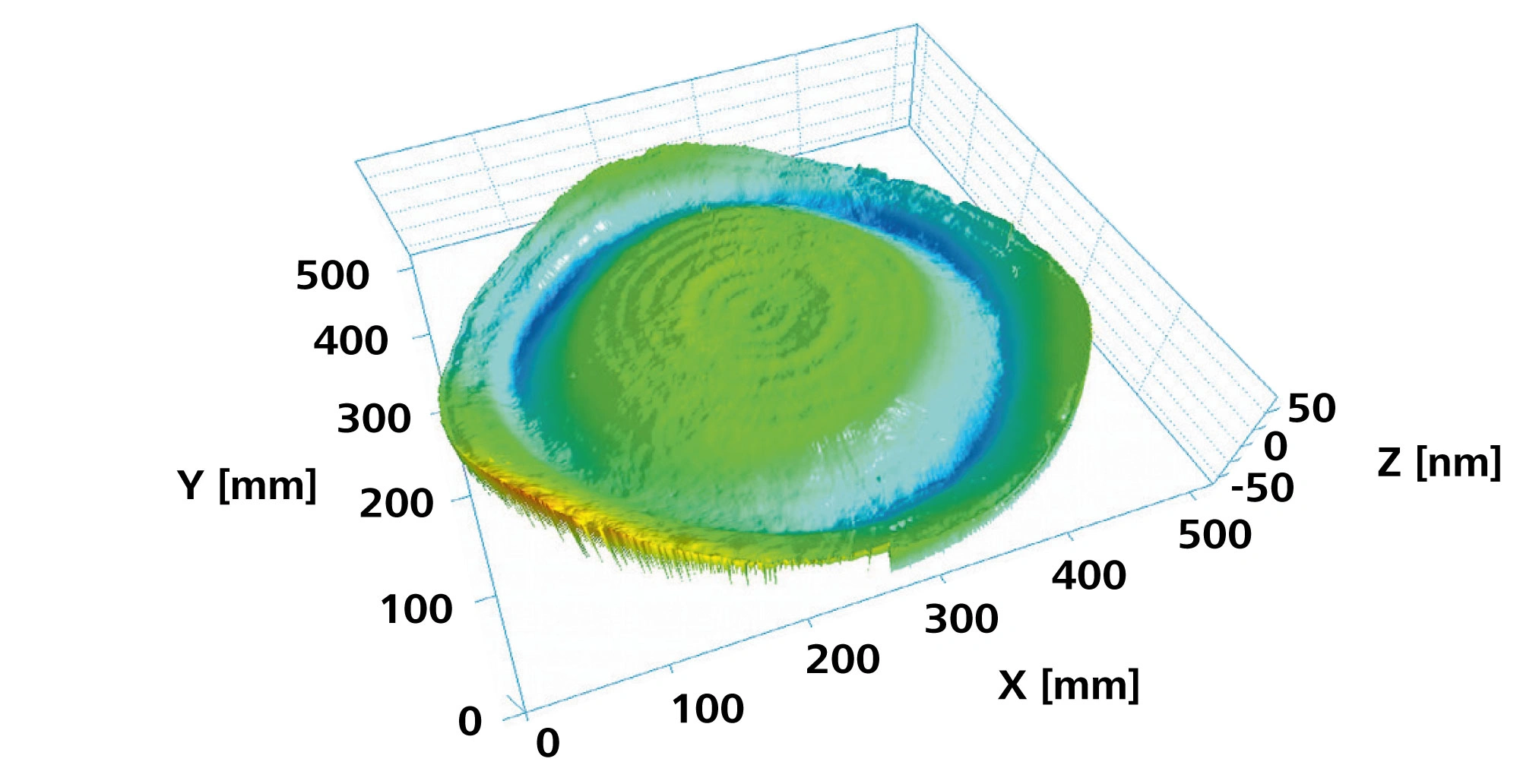
Das von der Luphos GmbH entwickelte Messsystem LuphoScan® ermöglicht eine ultrapräzise Messung von Abstand und Oberflächenform. Das einzigartige System vereint viele Vorteile anderer Abstandsmesssysteme ohne deren Nachteile wie notwendiger Kontakt, geringer Arbeitsabstand oder kleinem Arbeitsbereich. Diese Technologie ermöglicht die Bestimmung der Topologie verschiedener Objekte bis in den Nanometerbereich.
Hochreflektierende Objekte wie Spiegel oder metallbeschichtete Substrate können ebenso gemessen werden wie transparente Objekte, die nur schwach reflektieren (Glaslinsen, Substrate).
Aufgrund seines Messbereichs ist es möglich, Strukturen von bis zu 1 mm Höhe mit einer Genauigkeit von ±5 nm aufzulösen. Insbesondere können topologische Fehler von asphärischen Oberflächen exakt bestimmt und für eine Korrektur der Formparameter während des Polierprozesses genutzt werden.
Taktile Rauhtiefenmessgerät
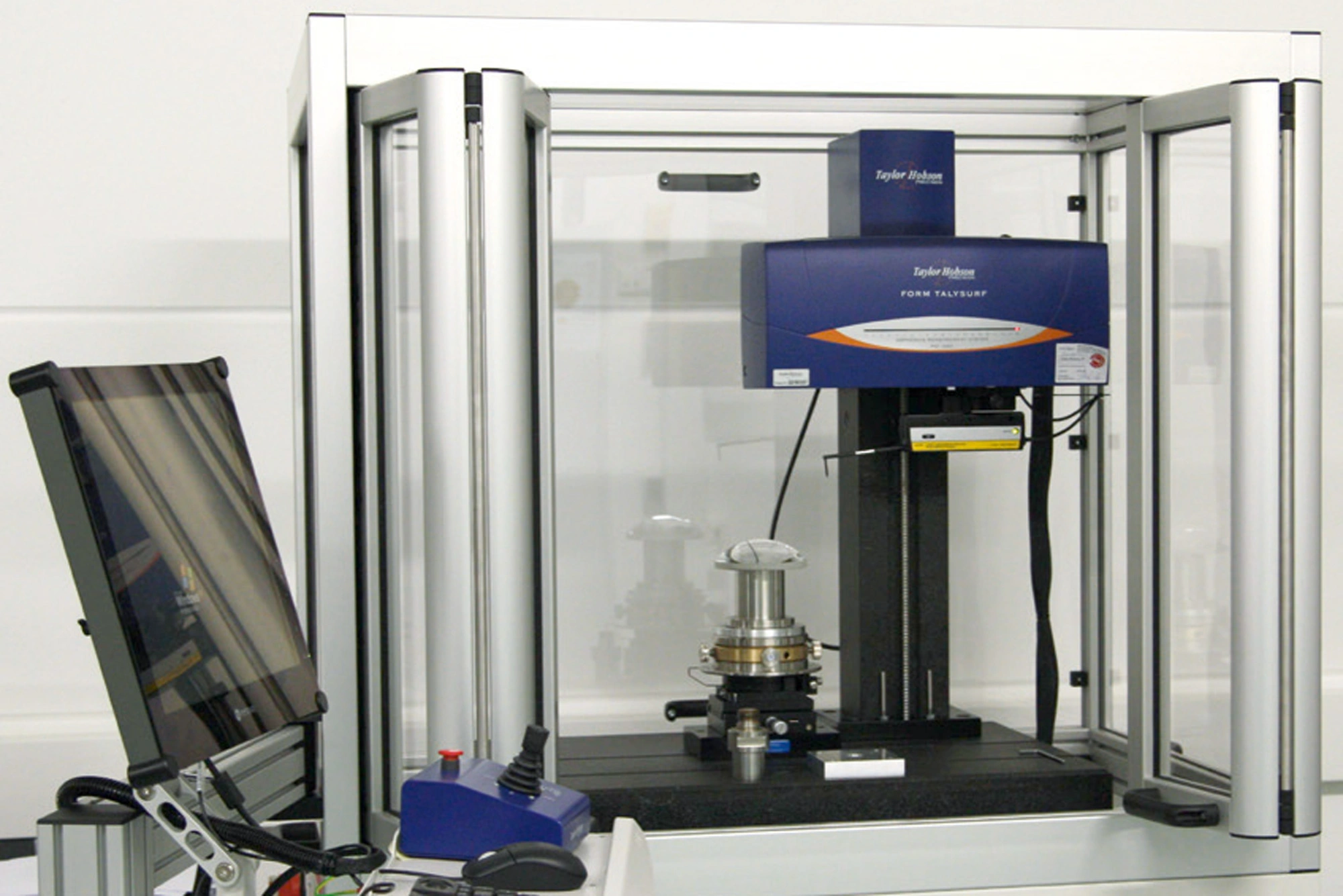
Das Talysurf PGI 1240® ist ein taktiles Oberflächenprofilmessgerät, das zur Charakterisierung stark gekrümmter Oberflächen eingesetzt wird. Eine kleine Spitze berührt die Oberfläche und bewegt sich entlang einer Linie, während ihre vertikale Auslenkung gemessen wird.
Das Messprinzip ist unabhängig von der Oberflächentopologie oder optischen Eigenschaften wie Beschichtungen oder dünnen Verunreinigungen, die eine direkte Interferometrie oft verhindern. Die vertikale Genauigkeit hängt von der Steigung der Oberfläche ab und kann Werte von 500 nm erreichen, was ≈ λ (633 nm) entspricht.
LAYERTEC verwendet dieses Gerät für Messungen kleiner bis mittelgroßer nicht-sphärischer Oberflächen bis zu einem Durchmesser von 200 mm.
Optische Profilmessung

Ein optischer 3D-Oberflächenprofiler (Sensofar®), der auf einem Weißlichtinterferometer basiert, wird zur Visualisierung der Oberflächenform und -rauheit unserer Substrate eingesetzt. Der Profiler wird außerdem für die Charakterisierung von Oberflächendefekten und anderen Strukturen im Größenbereich von 0,5 μm bis 100 μm eingesetzt.

Defektanalyse

LAYERTEC hat ein automatisches Messsystem zur Erkennung und Analyse von Defekten und Kratzern auf optischen Oberflächen entwickelt. Mit diesem System ist LAYERTEC in der Lage, Defektgrößen gemäß ISO 10110-7 zu klassifizieren. Dadurch werden Qualitätskontrollverfahren, wie z.B. die Endkontrolle, erleichtert, insbesondere bei hochwertigen Optiken mit Defekten, die unter 25 µm liegen.
Adresse
LAYERTEC GmbH
Ernst-Abbe-Weg 1
99441 Mellingen
Germany
Vertrieb USA
Social Media
© 2024 | LAYERTEC GmbH